 Úvod Já a CNC Parametry stroje
Úvod Já a CNC Parametry stroje  Historie Vývoj konstrukce Elektronika Řídící systém Mechanika
Historie Vývoj konstrukce Elektronika Řídící systém Mechanika  Mach3 CNC Ovládání CNC Vakuové upínání Plotter Fotky Videa Odkazy Kniha návštěv Kontakty na mně Sysel WEBSysel Fotoblog
Mach3 CNC Ovládání CNC Vakuové upínání Plotter Fotky Videa Odkazy Kniha návštěv Kontakty na mně Sysel WEBSysel FotoblogCreated with

Optimalizováno pro
rozlišení 800x600
a vyšší
Od 23.3.2006
(včetně Sysel WEB)
Mach3 CNC Controller
O programu | Nastavení | Úpravy
 Nabídka nastavení |
- Select Native Units - Ports and Pins - Motor Tuning - General Config - Homing/Limits - Backlash |
Select Native Units
Nastavení jednotek pro nastavení motorů. Neslouží pro nastavení jednotek G kódu!!!
Ports and Pins
Port Setup and Axis Selection
Mach3 umí obsluhovat 2 LPT porty, pokud je máte v PC, zapněte zde druhý port a napiště jeho správnou HW adresu.
Motor Outputs
Nastavení pinů pro ovládání motorů. Toto nastavení se odvíjí podle použité elektroniky. Dir LowActive umožňuje změnit směr otáčení motoru.
Input Signals
Vstupní signály od koncových spínačů(++,--), referenčních spínačů(Home), EmergencyStop(EStop), sondy(Probe) a dalších
Output Signals
Výstupní signály pro spínání vřetena, chlazení, odsávání a dalších zařízení
Encoder/MPG's
MPG - Manual Pulse Generator - krokovací kolečko pro ruční ovládání
Spindle Setup
Spínání vřetena a chlazení relátkem. Závislé na nastavení v Output Signals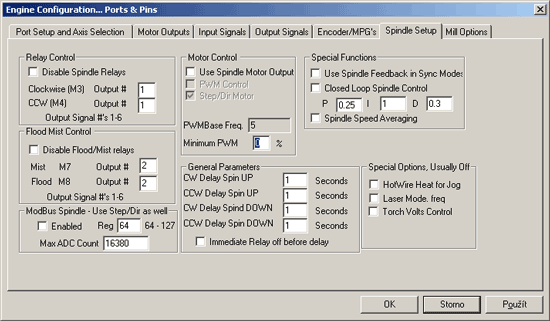
Mill Options
Další nastavení
Motor Tuning
Nastavení motorůSteps per - počet kroků potřebných k ujetí 1mm. = počet kroků motoru / stoupání šroubu
Velocity - maximální posuv v mm/min
Acceleration - akcelerace v mm/s2
Step Pulse - délka STEP impulsu v mikrosekundách
Dir Pulse - délka DIR impulsu v mikrosekundách
Potřeba nastavit každu osu, po nastavení jedné osy je nutno stisknout tlačítko SAVE AXIS SETTINGS, jinak se nastavení ztratí.

General Config
Startup Modals - příkazy, které se spustí po startu. Já tam mám nastavení posuvu na F100 a 30% posuvu při ručním přejížděníShuttle Acceleration - doba pro vykonání korekce nastavené v Backlash

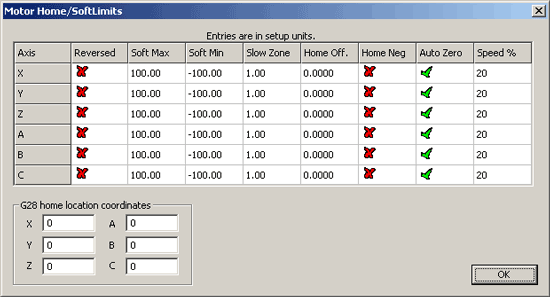
Homing/Limits
Nastavení Software limitů pro posuv stolu. Nastavení probíhá takto(v závorkách jsou konkrétní čísla pro představu): Určí se bezpečná dráha stolu (280mm) a určí se jak jej chceme rozdělit, jestli (-140 až +140) nebo (0 až +280), případně jinak... Toto se zapíše do okýnek Soft Max a Soft Min. Nyní se musí zjistit poloha referenčního spínače, nejlépe vynulovat osu a odjíždět až do místa kdy spínač sepne, tuhle vzdálenost pak napsat do okýnka Home Off. Nyní už jen stačí zvolit správný směr najíždění na referenční spínač - u mně pokud je křížek Mach jede do záporných souřadnic. Fajfka u AutoZero znamená to, že po najetí na spínač se automaticky přepíšou souřadnice na souřadnice Home Off (-130). Slow Zone je vzdálenost před SW limitem ve které začne Mach snižovat rychlost posuvu až se úplně zastaví. Nyní když nastavení uložíme je ještě potřeba omezování zapnout tlačítkem s funkcí SoftLimit Toggle (v mém .set to je tlačítko s popisem Limity). Před každým započetím práce se musí CNC zreferovat, to probíhá stisknutím tlačítka Ref. X (příp. Y/Z), nyní stroj pojede a až sepne referenční spínač tak se zastaví. Pokud načteme nějaký program, který by se nám na stroj nevešel a chceme jej spustit Mach3 automatický zahlásí, že je větší zda chceme pokračovat...Celý stroj by měl být ještě hlídán HW Limity, které odpojí motory aby nedošlo k poškození stroje.
G28 Home location - když použijeme funkci G28 tak stroj najede na tyto souřadnice. Já to používám před vypnutím stroje, aby nedošlo k tomu že stojím na druhé straně referenčního spínače a po zapnutí a zreferování mi stroj uteče na druhou stranu....
Backlash
Nastavení nepřesností mechaniky, dá se to využít hlavně při vůli v trapézové matici. Napíše se velikost vůle pro každou osu a dole se zafajfkuje okýnko Backlash Enabled. Backlash speed určuje rychlost vymezování vůle v % oproti maximální rychlosti motoru